
HACCP構築の流れを知ろう
10,534view

HACCPの導入をどのように進めればいいのかわからない人は多いかと思います。このページでは、HACCP導入の流れについて、一般事業者が導入する『HACCPに基づく衛生管理(旧基準A)』をベースに説明していきます。手順ごとに詳しく解説しているのでどのように導入を勧めて良いのか確認しておきましょう。

HACCP導入と聞くとハードルが高く感じてしまうかもしれません。最初はHACCPの構築するまでの全体像を把握しておきたいところです。
全体を把握することで、取得までの流れが理解できるので、何をどのように事柄を進めていくのか決めていくことができます。
全体を把握することで、取得までの流れが理解できるので、何をどのように事柄を進めていくのか決めていくことができます。
目次
HACCP構築の12手順について
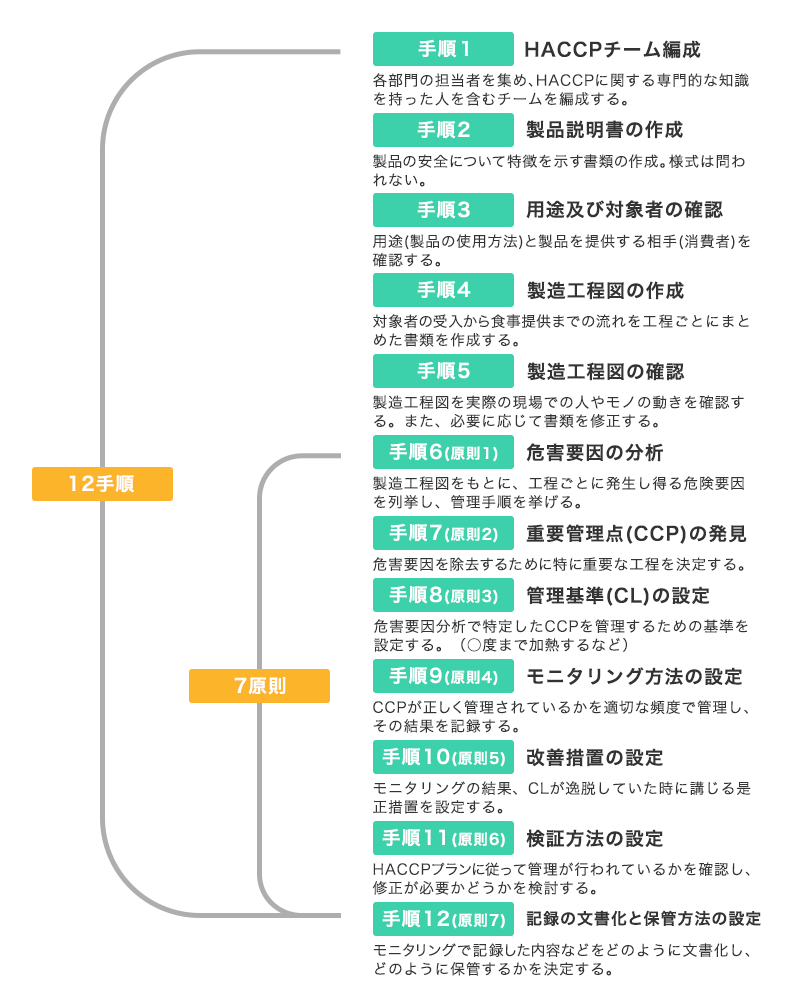
『HACCPに基づく衛生管理(旧基準A)』のHACCP導入は上記の12手順7原則をベースとしています。小規模事業者であれば、『HACCPに基づく衛生管理(旧基準A)』と簡易的な『HACCPの考え方を取り入れた衛生管理(旧基準B)』のどちらかを選択することができます。

手順1:HACCPチームの編成
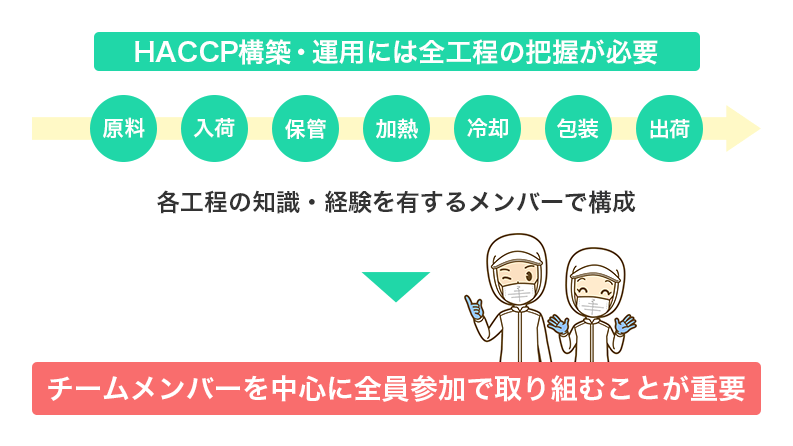
HACCP構築・実施をするためのチームを作ります。ハザード分析するにはすべての業務を把握する必要があります。原材料や材料の製造方法や特性、施設や機器の保全、原材料から製品になるまでの工程など各業務の知識と経験を有するメンバーで構成する必要があります。
社内に専門的な知識を有する人がいない場合は、外部の専門家などに頼る必要もあります。
社内に専門的な知識を有する人がいない場合は、外部の専門家などに頼る必要もあります。
手順2・3:製品説明書の作成・用途及び対象者の確認
製品説明書の作成
ハザード分析をするための準備!
HACCPチームで製品の情報を整理する。
HACCPチームで製品の情報を整理する。
■製品説明書のイメージ
| 製品名 | 麦パン |
|---|---|
| 製品の種類 | |
| 原材料(添加物含む) | なし |
| 使用基準のある添加物とその使用料 | なし |
| 製品の規格、特製 | |
| 消費期限、賞味期限と保存方法 | 製造日より7日 |
| 流通時の注意事項 | |
| 自社基準 | |
| 消費者 | 一般消費者 |
形式には捉われず、書き出して整理する
手順2と3は近しい内容なので併せて行うのが望ましいです。
まずはHACCPチームで製品説明書を作成します。製品の特性や原料、意図する用途や対象となる消費者についてまとめていきます。この製品説明書はのちのハザード分析のもととなります。
形式には捉われず、まずは書き出し、整理していきます。
まずはHACCPチームで製品説明書を作成します。製品の特性や原料、意図する用途や対象となる消費者についてまとめていきます。この製品説明書はのちのハザード分析のもととなります。
形式には捉われず、まずは書き出し、整理していきます。
手順4:製造工程図の作成
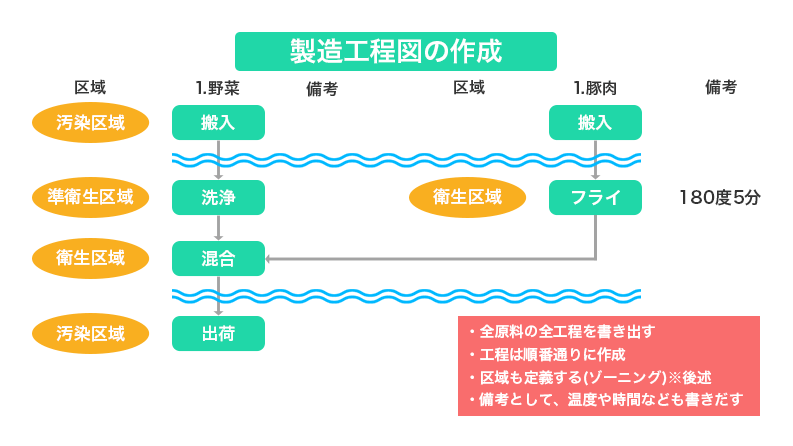
全原料の搬入から製品として出荷するまでの、全工程をまとめる。
工程の順番が分かるように作成すると、全体の流れが把握しやすくなります。
工程の順番が分かるように作成すると、全体の流れが把握しやすくなります。
ゾーニングとは?
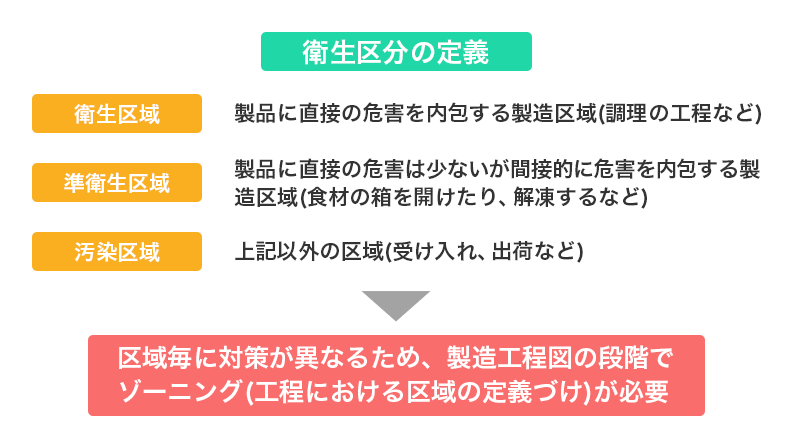
ゾーニングとは、工程における区域の定義づけをすることを指します。
区域の種類は、衛生区域・準衛生区域・汚染区域の3つに分かれます。区域毎に対策方法が異なるため、ゾーニングが必要となります。
汚染区域は準衛生区域へ、準衛生区域は衛生区域にできるよう対策を講じていくイメージです。
区域の種類は、衛生区域・準衛生区域・汚染区域の3つに分かれます。区域毎に対策方法が異なるため、ゾーニングが必要となります。
汚染区域は準衛生区域へ、準衛生区域は衛生区域にできるよう対策を講じていくイメージです。
手順5:製造工程図の確認
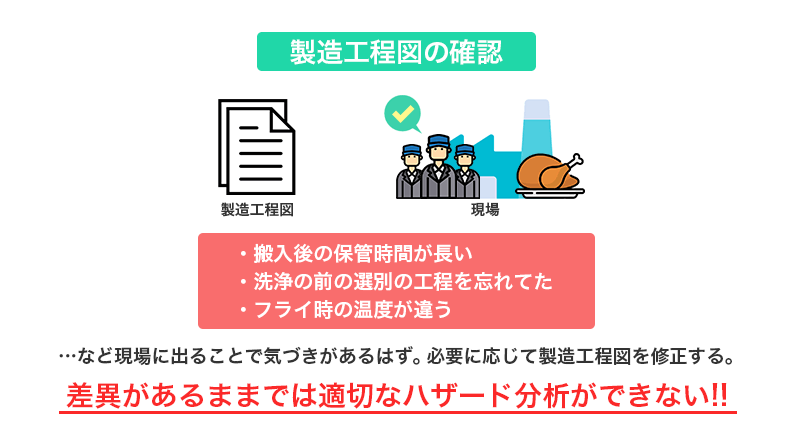
手順4で作成した製造工程図を実際の現場で確認する。原料の搬入から製品の出荷まで、人やモノの動きを確認する。
実際の現場と照らし合わせてみると、さまざまな差異に気が付くはずです。
差異があるままでは適切なハザード分析をすることはできません。
そのため必要に応じて製造工程図の修正が必要となります。
実際の現場と照らし合わせてみると、さまざまな差異に気が付くはずです。
差異があるままでは適切なハザード分析をすることはできません。
そのため必要に応じて製造工程図の修正が必要となります。
手順6(原則1):危害要因の分析
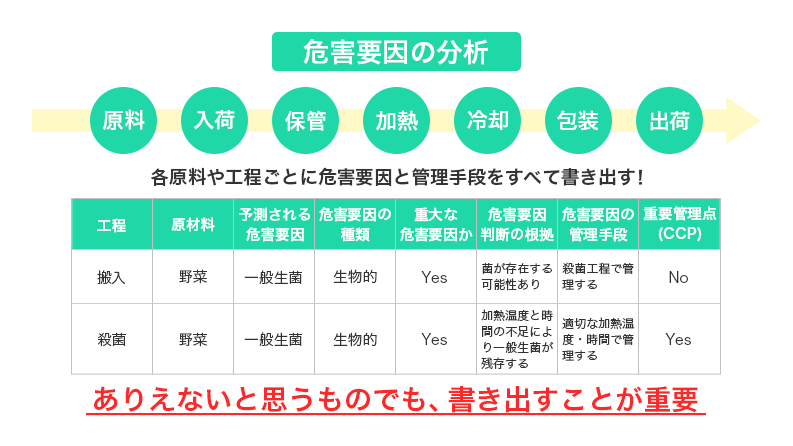
各原料や工程ごとに予測されるすべての危害要因とそれに対する管理手段をすべて書き出していきます。
危害要因は、物理的・科学的・生物的なもので、健康への悪影響の重大さ、起こりやすさなどで判断します。
予防や除去または低減が必要な危害要因かどうかが判断基準になります。
また重要管理点(CCP)については手順7で説明します。
危害要因は、物理的・科学的・生物的なもので、健康への悪影響の重大さ、起こりやすさなどで判断します。
予防や除去または低減が必要な危害要因かどうかが判断基準になります。
また重要管理点(CCP)については手順7で説明します。
手順7(原則2):重要管理点(CCP)の発見
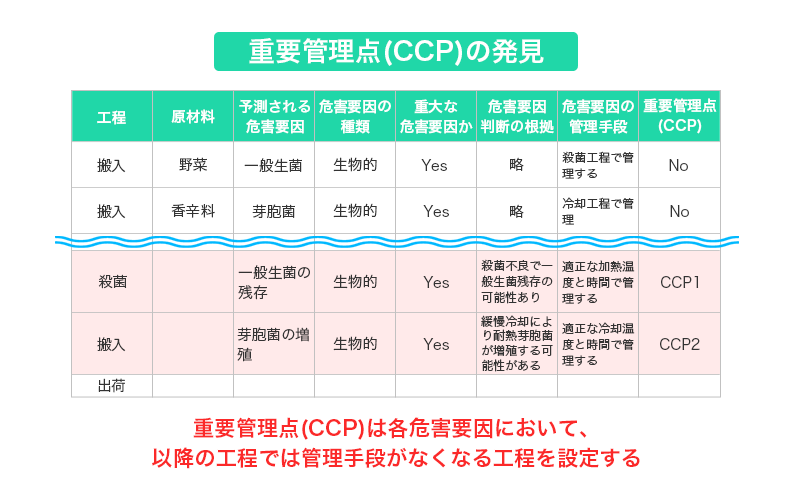
製造工程図をもとに行った危害要因の分析結果をもとに、重要管理点(CCP)を探します。
重要管理点(CCP)は各危害要因において、以降の工程では管理手段がなくなる工程を設定します。CCPが『とどめ』と言われる所以です。
考えられる危害要因はすべて対策することとなります。
重要管理点(CCP)は各危害要因において、以降の工程では管理手段がなくなる工程を設定します。CCPが『とどめ』と言われる所以です。
考えられる危害要因はすべて対策することとなります。
手順8・9(原則3・4):管理基準(CL)の設定・モニタリング方法の設定
管理基準(CL)の設定とモニタリング方法の設定
重要管理点
ごとに設定
| 項目 | 内容 |
|---|---|
| 工程 | 殺菌 |
| 危害要因 | 一般生菌の残存 |
| 危害要因の種類 | 生物的危害要因 |
| 発生要因 | 加熱温度・時間の不足により一般生菌が残存する可能性あり |
| 管理手段 | 適正な加熱温度・時間で管理する |
| 管理基準 | 殺菌装置内を90℃以上で30分間以上に保つ |
| モニタリング方法 | 殺菌担当者は30分毎に殺菌槽内温度とコンベア即時間を確認し、記録する |
科学的で、迅速なモニタリングが可能で、具体的な数値で設定
モニタリングの担当者なども明確にしておくことが重要
危害要因を除去または低減をしっかり実行するために重要管理点ごとに管理基準(CL:CriticalLimit)を決めます。
管理基準は「逸脱すると製品の安全性が確保できなくなる値」のことを指します。この値は科学的で、迅速なモニタリングが可能で、具体的な数値を設定するのが望ましいです。
例えば、「90度で90秒加熱する」という管理基準が望ましく、「いい感じに火を通す」という管理基準は望ましくないということです。
管理基準は「逸脱すると製品の安全性が確保できなくなる値」のことを指します。この値は科学的で、迅速なモニタリングが可能で、具体的な数値を設定するのが望ましいです。
例えば、「90度で90秒加熱する」という管理基準が望ましく、「いい感じに火を通す」という管理基準は望ましくないということです。
手順10(原則5):改善措置の設定
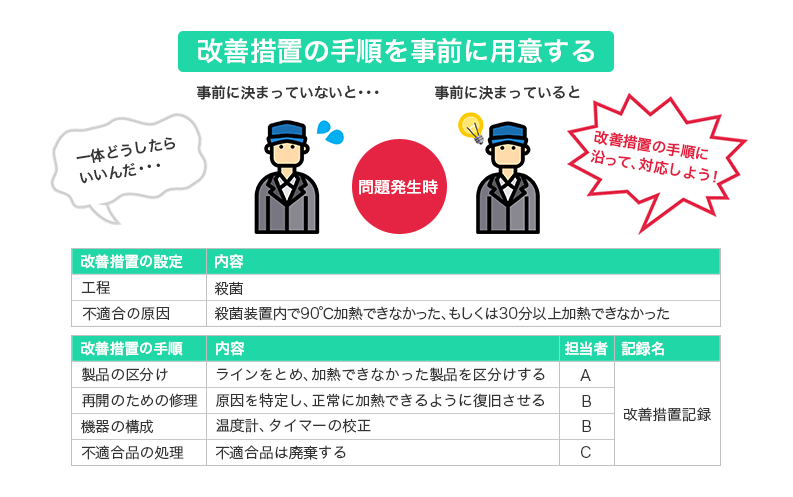
設定した管理基準の運用で、製造工程の中で問題が発生したときのための改善措置を事前に作ります。
問題が起きてから対応ではなく、事前に決めておくことで、スムーズに問題解決に当たることができます。
問題が起きてから対応ではなく、事前に決めておくことで、スムーズに問題解決に当たることができます。
手順11(原則6):検証方法の設定
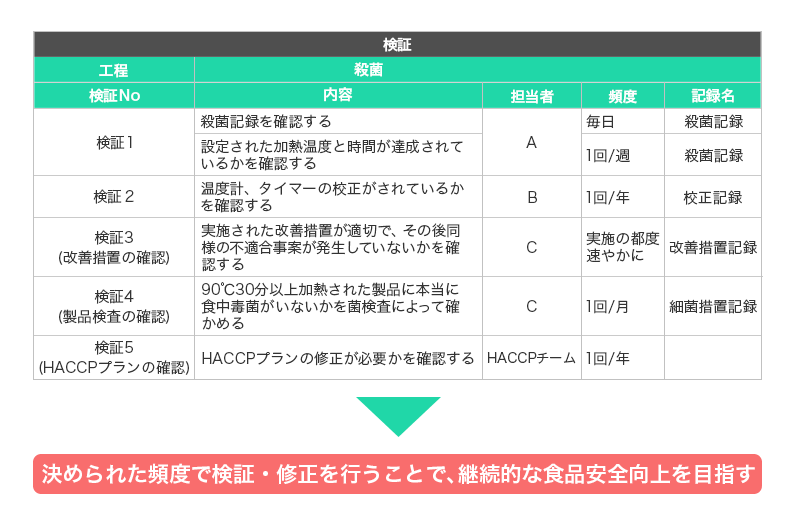
手順10までで作成したHACCPプランに従って管理が行われているか、有効に機能しているかを確認し、修正が必要かどうかを検討します。
決められた頻度で検証、必要に応じて修正を行うことで、継続的な食品安全向上を目指すことができます。結果的に出荷する製品が常に食品安全を確保して製造できるようになります。
決められた頻度で検証、必要に応じて修正を行うことで、継続的な食品安全向上を目指すことができます。結果的に出荷する製品が常に食品安全を確保して製造できるようになります。
手順12(原則7):記録の文書化と保管方法の設定
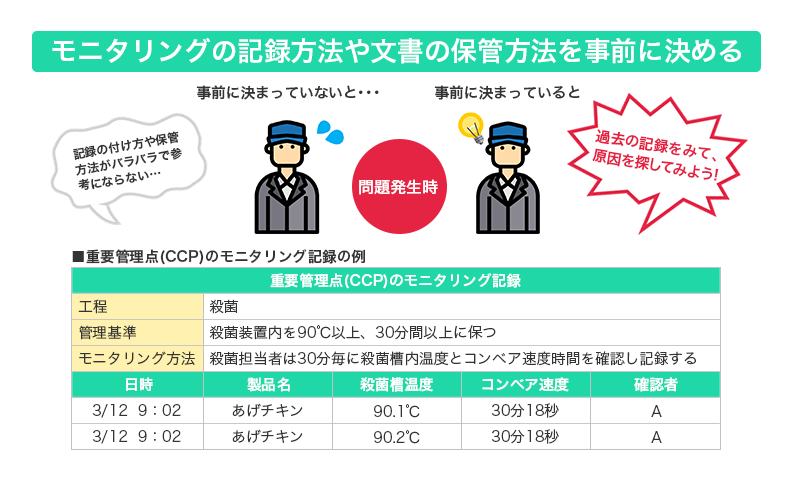
モニタリングなどの記録を文書化し、保管することは非常に重要です。問題が生じた際に、過去にさかのぼって原因を特定するためにも役立ちます。
モニタリングで記録した内容などをどのように文書化し、どのように保管するかを事前に決めます。
モニタリングで記録した内容などをどのように文書化し、どのように保管するかを事前に決めます。
HACCP構築にはどのくらい時間がかかる!?
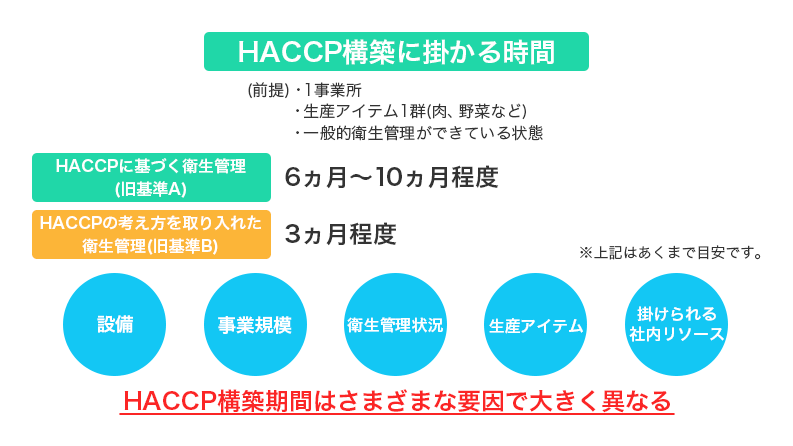
事業規模、生産アイテム、設備、衛生管理状況により大きく異なります。
一例を挙げると、1事業所、生産アイテム1群(肉、野菜、魚などの食品群で仕分け)、一般的衛生管理はできている状態の場合、旧基準Bレベルの構築は3ヶ月程度、旧基準Aレベルの構築で6ヵ月年~10ヵ月程度が目安です。どの企業も生産ありきのため、構築にどの程度の社内工数をかけられるかどうかも1つのポイントとなります。
一例を挙げると、1事業所、生産アイテム1群(肉、野菜、魚などの食品群で仕分け)、一般的衛生管理はできている状態の場合、旧基準Bレベルの構築は3ヶ月程度、旧基準Aレベルの構築で6ヵ月年~10ヵ月程度が目安です。どの企業も生産ありきのため、構築にどの程度の社内工数をかけられるかどうかも1つのポイントとなります。
HACCP導入に関してのQ&A
HACCPは何から手をつければいいですか?
最初は、5S活動である『整理』、『整頓』、『整頓』、『清潔』、『しつけ』から始めましょう。この5S活動は“衛生管理の改善”の基本となる活動になります。
HACCP導入にあたって機器など導入すべき?
HACCP導入はあくまでHACCPの考えに基づいた衛生管理手法の導入です。そのため、HACCP導入にあたって新しく機器の導入の必要はありません。
HACCP構築にはどのような選択肢があるの?
HACCPを構築するにあたって4種類の手段があります。
・自社で構築
・HACCPアドバイザー
・HACCPコンサルタント
・食品に特化した民間企業
専門的な知識が必要なところもあるので、行き詰まったら専門家へ相談してみましょう。
HACCP(ハサップ)対応の工場とは
HACCPに基づいて設計施工され、HACCP導入済の食品製造施設のことになります。HACCP対応について詳しい業者も多くはなく、想定以上にコストがかかる事もよくあります。こちらで詳しく説明しております。
ISOプロでは御社に合わせたHACCP・ISO22000取得・運用支援を実施中
ISOプロではHACCP、ISO22000、FSSC22000、JFSなどの各種食品安全規格の認証取得から運用まで幅広くサポートしております。
また、マニュアル作成など御社に合わせたムダのない運用を心がけており、既に認証を取得しているお客様においてもご提案しております。ぜひご相談ください。


















こんな方に読んでほしい